 CN
CN
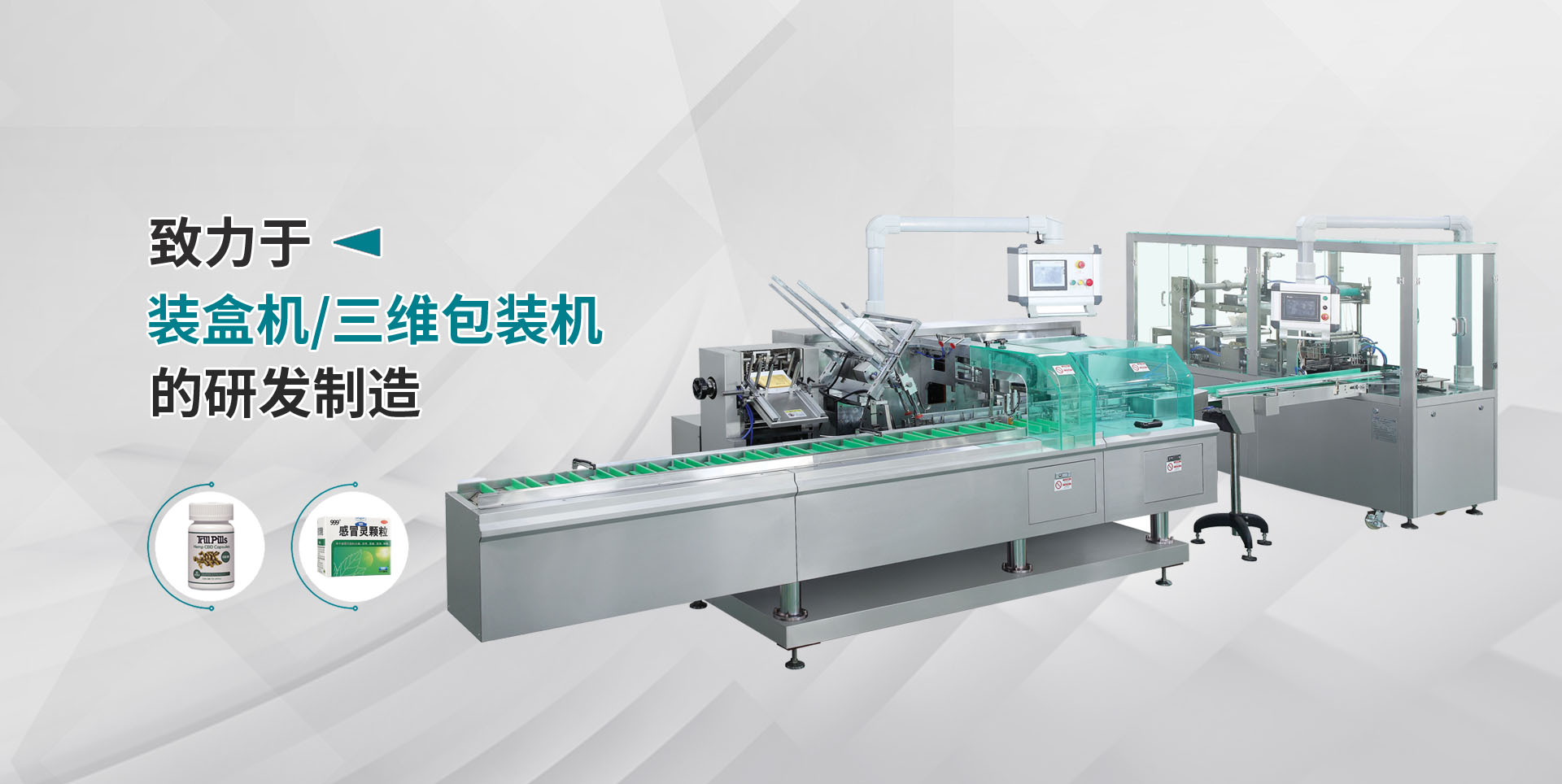


自動裝盒機的運行原理適合基本的產品進給系統,自動裝盒機進料一般分為3個入口:說明書入口、藥板入口和機包紙盒入口。設備運行過程中,利用凸輪傳動系統使進藥板、折疊說明書、進紙盒三大給料系統同步運作,以藥板工位為控制基礎,利用真空吸取原理同步補充說明書、紙盒的供給。
(1)利用同步輸送帶藥板料倉傳送藥板至藥板推料導盒卡倉,同時在輸送藥板過程中利用光纖放大器檢測藥板的工位序號。
(2)說明書折疊機構得到藥板信號源后,由兩個真空吸頭反向從書架上吸取一張說明書,后經折書機構折疊后,由輸送帶送到說明書入口處。
(3)紙盒進料系統得藥板信號源后,利用真空反向吸取進料紙盒倉最底下的紙盒,利用一個小連桿預開盒裝置,在紙盒側推、壓,打開盒子。
(4)推料導盒卡倉后面推料桿在凸輪傳動系統運行過程中往復進行推藥板、說明書進盒裝填。
(5)裝填好的紙盒在送盒板的移動過程中逐步進行紙盒前后部分的折舌、插舌工序,最后完成合封盒的動作。從機包紙盒進料到最后包裝成型的整個過程大致可
以分成4個階段:下盒、打開、裝填、合蓋。下盒動作通常是由一個吸盤從紙盒進料口吸取一個紙盒,下行到裝盒的主線上,由一個導軌卡位將紙盒固定并用一個推板打開紙盒,同時會有兩個可向前移動的卡位從下面升起,從前后方向卡住紙盒的側面,使盒子打開成直角并前移到裝填區 域。在裝填區域填裝后,機器的機構會將耳朵折進左右導 軌中,然后再進行合蓋動作。


 EN
EN